

Ijraset Journal For Research in Applied Science and Engineering Technology
Reconstituted Bamboo Scrimbers Prepared from Bambusa tulda with Phenol Formaldehyde (PF) Adhesive for Structural Applications
Authors: Nirmal Dhyani, D. P. Khali, Rakesh Singh Rawat
DOI Link: https://doi.org/10.22214/ijraset.2024.63924
Certificate: View Certificate
Abstract
This study investigates the physical and mechanical properties of reconstituted bamboo scrimbers prepared from Bambusa tulda bamboo, also known as Indian timber bamboo or Bengal bamboo. The preparation involves varying pressure levels (21.0, 24.5, 28.0, and 31.5 kg/cm2) with phenol formaldehyde (PF) adhesive using a hydraulic hot press. The study explores the change in mechanical and physical properties of bamboo scrimbers under varying specific pressures, which significantly reduces moisture content, increases density, and enhances resistance to water absorption and swelling. Mechanically, it improves properties such as modulus of rupture (MOR), modulus of elasticity (MOE), compression parallel to the grain, hardness, and screw-holding capacity. The results position the reconstituted bamboo scrimbers in the super group (IS:3629-1986) in stress grading (MOR & MOE) at all tested specific pressures, surpassing raw bamboo strength properties as well as conventional standard timber, including Teak (Tectona grandis). The results demonstrate remarkable properties comparable to species like Sal (Shorea robusta), Khair (Acacia catechu), and Teak (Tectona grandis) in various mechanical properties. This research highlights the potential of bamboo-based materials over conventional timber in construction and for sustainable development. Future studies on different adhesives and pressure levels could further enhance their economic sustainability.
Introduction
I. INTRODUCTION
Bamboo plants, characterized by their rapid growth and diverse attributes related to growth habits, size, temperature tolerance, sun exposure, and soil moisture requirements (Peng et, al. 2013, Rajan et, al. 2011 ) have garnered attention from researchers as a valuable source of fiber and cellulose for pulping. Notably, one of the main advantages of utilizing bamboo fibers is its abundant availability as a natural resource in Asia, Middle, and South America (Khalil et, al. 2015). Bamboo boasts numerous advantages as a construction material, making it an increasingly attractive option for sustainable and eco-friendly building projects. It is considered a rapidly renewable resource with mechanical properties comparable to timber. This growing interest in bamboo as a cost-effective and ecologically responsible alternative for construction is driven, in part, by its faster growth rate and, consequently, a shorter harvest cycle, which results in up to four times higher carbon density per hectare in bamboo forests compared to spruce forests over the long term (De Flander 2005, Yiping et, al. 2010). The potential of bamboo is promising, particularly in regions where timber resources are limited due to rapid development (Yiping et, al. 2010). However, the lack of engineering data for mechanical properties and appropriate building codes has hindered its widespread development and usage (Harries et al. 2012, Gatóo et, al. 2014).
Engineered bamboo composites have garnered significant interest due to their standardized shape and relatively low variability in material properties (Sharma et, al. 2015a). Bamboo fibers are often likened to natural glass fibers due to their high strength-to-weight ratio, making them a compelling alternative to steel in tensile-loading applications, with reported tensile strengths reaching up to 370 MPa (Bystriakova et, al. 2003). Two notable examples of engineered bamboo products are bamboo scrimber and laminated bamboo. These bamboo fibers have found extensive use in composite industries (Sharma et, al. 2015a).Bamboo scrimber, also known as strand woven or parallel strand bamboo, involves crushing fiber bundles, saturating them in resin, and compressing them into a dense block. This process is material-efficient, utilizing approximately 80% of raw inputs (Van der Lugt, 2008). Bamboo's advantages as a construction material include its fast growth and mechanical properties like timber.
However, limitations stemming from the diameter of the culms and variations in material properties have restricted its widespread use in construction applications (Sharma et, al. 2013, Gottron et, al. 2014, Xiao et, al. 2013, Shah et, al. 2016). In contrast, laminated bamboo leverages bamboo's excellent material properties while mitigating variations, offering regular shapes that are more appealing to the construction industry (Verma and Chariar 2013, Sharma and Van der vegte 2020). Studies by Sharma have further explored the effects of thermal treatment on laminated bamboo's mechanical and structural properties (Sharma et, al. 2015b, Sharma et, al. 2016).
The production of bamboo-based composites using various matrices has led to the development of eco-friendly and cost-effective bio-composites, enhancing the market value of bamboo (Akinlabi 2017). Achieving a sustainable future for the bamboo-based composite industry involves advancing the characterization of bamboo fiber and its composites through improved testing and analysis (Okubo et, al. 2009, Palombini et, al. 2016, Latif et, al. 2015). Global research efforts have contributed to the development of engineered products that utilize raw bamboo culms, processed through physical and chemical methods, to create building materials (Liu et, al. 2016). Bamboo's numerous benefits, including rapid growth (3-5 years to usable timber), sustainability, high strength (2-3 times that of wood), ease of processing, and eco-friendliness (Zakikhani et, al. 2014, Xiao et, al. 2013, Yu et, al. 2014) make it a compelling choice for various applications. Bamboo composites are formed by disassembling bamboo fibers and reconstructing them into boards or other shapes, offering a potential eco-friendly alternative to wood. (Khali et, al. 2023, Dhyani et, al. 2024)
Despite these strengths, the bamboo industry has not fully harnessed its potential. Challenges include the comprehensive utilization of bamboo resources, automation, and the production of high-value products (Wang et, al. 2014). The development of bamboo fiber-reinforced composites (BFRCs) also faces obstacles, such as obtaining high-quality bamboo fibers, which can be challenging due to various extraction methods that may damage their natural orientation (Shao et, al. 2008). The varying diameter of bamboo culms complicates fibrillation veneer production, and differences in properties between culm layers make bonding challenging (Chen et, al. 2014a, Grosser and Liese 1971). Achieving stability and uniformity in bamboo fiber-reinforced composites for architectural use remains a key concern (Chen et, al. 2014b).
A. Bambusa tulda
The average specific gravity of Bambusa tulda, reported as 0.64 by (Naithani and Pande 2010), characterizes the density of this bamboo species. The fiber dimensions of B.tulda's culm include a length range of 1.45-3.0 mm, a diameter range of 15-20 µm, a lumen diameter of 5-5.6 µm, and a wall thickness ranging from 3.2-7.5 µm. The physical and mechanical properties of B. tulda culms have been documented at different moisture levels. At a moisture content of 12% (air dried), it exhibits a density of 722 kg/m³, modulus of rupture (MOR) of green bamboo 51.10 N/mm2 and air -dry at 12% was found 66.70 N/mm2 and modulus of elasticity (MOE) in the range of 10,070-12,304 N/mm², and a compression strength parallel to the grain of 68 N/mm². Conversely, at moisture content of 73.6%, its density is 658 kg/m³, its modulus of elasticity is 7,980 N/mm², and it shows a modulus of rupture of 51 N/mm² and compression strength parallel to the grain of 40.7 N/mm² (Sanyal et, al. 1988).
This study aims to assess reconstituted bamboo scrimber’s properties prepared from Bambusa tulda using phenol formaldehyde (PF) resin as a binding agent. Bamboo scrimbers were prepared at various pressure levels ranging from 21.0 to 31.5 kg/cm2. Scrimbers were then for tested for physical and mechanical properties at per Indian Standard 1708.
II. MATERIALS AND METHODS
Ten mature bamboo culms of 3 to 5 years of age were carefully selected from the range office of the Forest Research Institute, Dehradun, India. The coordinates of the institute are 30°19’ N latitude, 78°04’ E longitude. The average height of the bamboo culms ranged from 40 to 45 feet. The diameter ranged from 34 (bottom) to 13 cm (top), the thickness of the culms range from 30 mm at bottom to 6 mm at the top. The freshly harvested green bamboo showed varying moisture content, with 125% at bottom and 102% at the top (dry basis). The bamboo scrimbers were prepared utilizing Phenol formaldehyde (PF) adhesive.
A. Preparation of phenol-formaldehyde (PF) resin and determination of the solid content
The PF resin preparation process involves several steps. It starts with mixing phenol, formaldehyde, and water in a 1:1.2 ratio. Water is added to adjust the pH for an optimal reaction. Sodium hydroxide is then added as a catalyst, keeping the pH between 9.0 and 9.5. The mixture is heated to about 70-80°C to start the reaction and form the polymer. To ensure even polymerization, the mixture is boiled and condensed (refluxed) for about 30 minutes. Once the reaction is done, the mixture cools and the polymer solidifies. This detailed process is important for making PF resin with consistent properties for various applications.
To measure the solid content of a PF resin sample, a small amount of the liquid resin is dropped onto a dry, clean petri dish. The petri dish is then placed in an oven at 100 ± 2 °C for 24 hours. After 24 hours, the petri dish is removed from the oven and allowed to cool to room temperature. The weight of the petri dish and resin is then recorded (W1). The petri dish is then placed back in the oven and heated until the weight of the resin no longer changes (W2). This typically takes several hours. The solid content of the PF resin is then calculated using the following formula:
Solid content (%) = (W2 - W1) / W1 * 100
The solid content of PF resin is the amount of resin that remains after the volatile (easily evaporating) parts have been removed.
B. Flow Chart of Reconstituted Bamboo Scrimbers Preparation
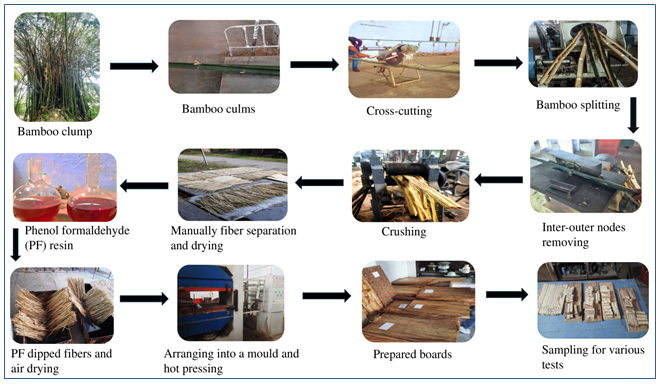
C. Bamboo Fibers and Bamboo Scrimbers Preparation
Preparing bamboo fibers for use in making bamboo scrimbers involves a series of steps, with traditional manual labour initially employed but modern techniques developed for improved efficiency. This process includes cutting bamboo culms into suitable pieces, splitting them into suitable strips using a bamboo splitter machine, removing inner and outer nodes, then crushing the strips using bamboo a crushing machine while maintaining alignments of fibers. The fibers are then manually separated and left to air-dry. Different methods, such as manual, machine, and chemical separation, offer options to suit specific product requirements, favoring hand separation for high-quality bamboo boards and machine separation for cost-effective bamboo composites (Wang 1989,Wang et, al. 2003).
Following the defibering process, the bamboo material retains moisture content (MC) higher than its fiber saturation point. To lower this MC, it is air-dried until it reaches a target MC of 10-12%. Subsequently, an adhesive solution is prepared of phenol-formaldehyde with a 35% solid content. The dried material is immersed in this adhesive solution of (10-12%) of dry weight and then promptly removed and air-dried once more. The next step involves hot-pressing, where the air-dried bamboo, impregnated with Phenol formaldehyde (PF), is placed in a desired frame or mould sized at 18 inches by 12 inches. Hot-pressing is carried out at specific pressure levels, such as 21.0, 24.5, 28.0, and 31.5 kg/cm², utilizing a hydraulic hot-press at a temperature of 150 °C for 60 minutes each. Three boards are manufactured for each specific pressure setting and were allowed to reach room temperature before testing their physical and mechanical properties.
III. SAMPLING AND TESTING
All the sampling and testing procedures strictly adhered to the guidelines stipulated in IS:1708 (1986). The physical properties encompassed moisture content, density, water absorption, and general swelling. Similarly, mechanical properties like Modulus of rupture (MOR), Modulus of elasticity (MOE), hardness, screw withdrawal and compression parallel to the grain were evaluated. After the comprehensive testing phase, a thorough statistical analysis was carried out using SPSS version 16 release 6.0.0 (2007). The objective was to ascertain the presence of statistically significant differences with a confidence level of 95%. To achieve this, a one-way ANOVA was employed, followed by Duncan's test for post-hoc analysis. These analytical techniques were instrumental in categorizing the specific pressure levels applied during the creation of bamboo scrimbers. The subsequent grouping was based on the pressure levels utilized in the preparation of these bamboo scrimbers.
IV. RESULTS AND DISCUSSION
The comprehensive analysis of the physical and mechanical properties of bamboo scrimber prepared from Bambusa tulda is presented through graphical representation in Fig.1, Fig. 2 and Duncan subsets in Table 1 and table 2. These graphs provide an overview of the physical and mechanical properties of the prepared scrimber across a range of pressure levels.
A. Physical Properties of Prepared Reconstituted Bamboo Scrimbers
This study shows the impact of specific pressure on various physical properties of the prepared bamboo scrimber, fig (1) graphs labeled A to F, representing distinct physical properties under differing pressure conditions. This analysis incorporated relative changes, standard deviations (SD), and trend-line to understand the influence of specific pressure on the scrimber characteristics.
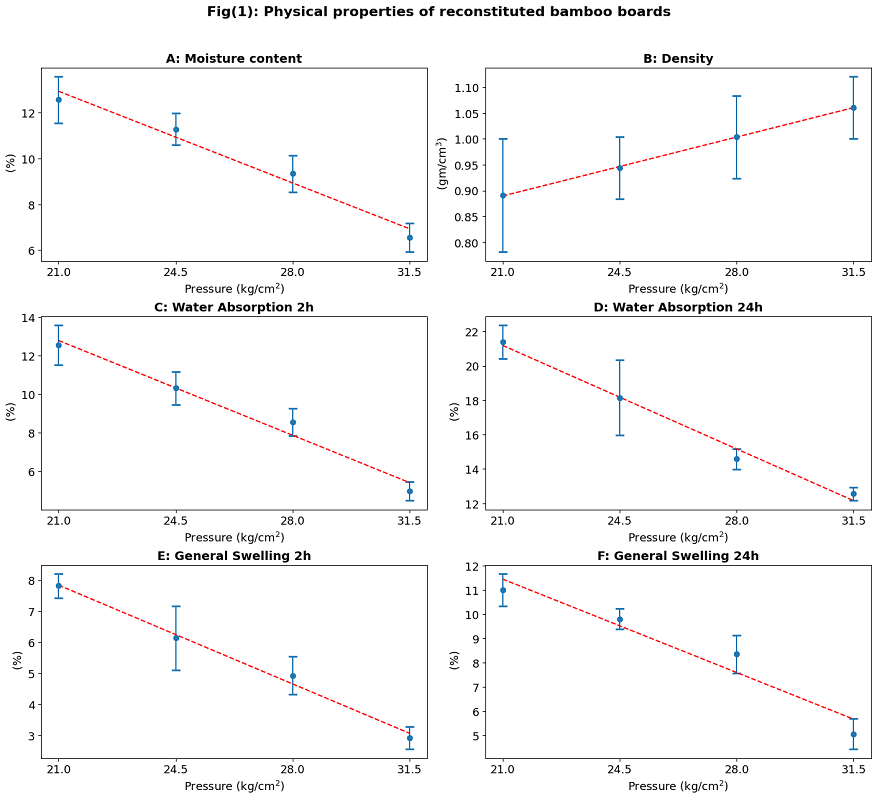
As specific pressure increased from 21.0 kg/cm² to 31.5 kg/cm², the moisture content (fig 1, A) decreased from 12.57% to 6.54%. This declining trend shows that with increasing specific pressure, moisture content decreases. With increasing specific pressure, the material's density (fig 1, B) exhibits a gradual increase, from 0.89 g/cm³ to 1.06 g/cm³. This trend suggests that higher specific pressure results in denser scrimbers. Water absorption after 2 hours (fig 1, C) of soaking decreased as specific pressure increased. At a pressure of 21.0 kg/cm², the absorption rate was 12.57%, which decreased to 4.95% at 31.5 kg/cm². Similarly, water absorption after 24 hours (fig 1, D) decreased with increasing specific pressure. At 21.0 kg/cm², the absorption rate was 21.39%, decreasing to 12.55% at 31.5 kg/cm². This trend suggests that higher specific pressure enhances the material's resistance to water absorption.
General swelling (fig 1, E) after 2 hours of water soaking decreased as specific pressure increased. At 21.0 kg/cm², the swelling was 7.82%, decreasing to 2.92% at 31.5 kg/cm². Likewise, general swelling after 24 hours (fig 1, F) decreased with increasing specific pressure. At 21.0 kg/cm², the swelling was 11.00%, decreasing to 5.07% at 31.5 kg/cm². This highlights the material's sustained resistance to swelling under higher pressure conditions. Increasing specific pressure improves physical properties of the bamboo scrimbers. Higher pressure results in a significant decrease in moisture content and an increase in material density, making the scrimbers denser. Additionally, water absorption rates and general swelling after water soaking are both reduced, indicating enhanced resistance to water and swelling under higher pressure conditions. Similar trends were observed and reported for species D.somdevaii and D. membranaceus (Khali et, al. 2023, Dhyani et, al. 2024).
B. Mechanical Properties of Prepared Reconstituted bamboo Scrimbers
This study shows the impact of specific pressure on various mechanical properties of the prepared bamboo scrimber, fig (2) graphs labeled A to G, representing distinct mechanical properties under differing pressure conditions. This analysis incorporated relative changes, standard deviations (SD), and trend-line to understand the influence of specific pressure on the scrimber characteristics.
The modulus of rupture (MOR) (fig 2, A) increase from 99.54 N/mm² at 21 kg/cm² to 163.61 N/mm² at 31.5 kg/cm², and The modulus of elasticity (MOE) (fig 2, B) increases from 15478.53 N/mm² to 20057.87 N/mm² as pressure increases from 21 kg/cm² to 31.5 kg/cm² indicating that higher pressure improves the strength of the scrimbers.
Hardness, both face and edge measurements exhibit a consistent increase with specific pressure. Hardness (face) (fig 2, C) ranges between 5188.40 N at 21.0 kg/cm2 to 7815.30 N at specific pressure 31.5 kg/cm², and hardness (edge) (fig 2, D) values ranges between 4567.10 N at 21 kg/cm² to 6665.350 Nat 31.5 kg/cm², this indicates an overall improvement in the scrimber’s resistance to indentation or penetration, both on the face and the edge, as pressure increases.
The compression parallel to the grain (fig 2, E) values increase from 523.61 N/mm2at 21 kg/cm²to 897.22 N/mm2 at 31.5 kg/cm², showing that higher pressures correlate with greater resistance to compression along the grain direction.
Similarly, screw withdrawal values display a continuous increase with specific pressure, both on the face and the edge. Screw withdrawal (face) (fig 2, F) increase from 3744.150 Nat 21 kg/cm² to 5142.075 N at 31.5 kg/cm² and screw withdrawal (edge) (fig 2, G) increase from 3155.550 Nat 21 kg/cm² to 4741.500 N at 31.5 kg/cm². This suggests enhanced resistance to screws pulling out from both the face and the edge of the scrimber under higher pressures.
The observed trends across all properties indicate that increasing specific pressure enhances the mechanical properties of the material as also reported earlier for species D.somdevaii and D. membranaceus [29,30]. Higher pressures contribute to improved strength, stiffness, compression resistance, and hardness, rendering the material more durable and suitable for diverse applications.
Table 1: Duncan’s subset for Physical properties of reconstituted bamboo scrimbers:
|
Specific Pressure (Kg/cm2)
|
N
|
Moisture content (%) |
Density (g/cm3) |
Water absorption after 2h water soaking (%) |
Water absorption after 24h water soaking (%) |
General swelling after 2h water soaking (%) |
General swelling after 24h water soaking (%) |
|
21.0 |
9 |
12.57a |
0.89a |
12.57a |
21.40a |
7.82a |
11.00a |
|
24.5 |
9 |
11.29b |
0.94ab |
10.31b |
18.14b |
6.14b |
9.81b |
|
28.0 |
9 |
9.34c |
1.00bc |
8.54c |
14.58c |
4.93c |
8.36c |
|
31.0 |
9 |
6.55d |
1.06c |
4.95d |
12.55d |
2.92d |
5.07d |
|
Sig. |
|
1.0abcd |
0.21a, 0.13b, 0.17c |
1.0abcd |
1.0abcd |
1.0abcd |
1.0abcd |
Means for groups in homogeneous subsets are displayed at a confidence level of 95%.
Superscript abcd represents different subsets.
- Moisture content (%): Specific pressures 21.0 kg/cm², 24.5 kg/cm², 28.0 kg/cm², and 31.0 kg/cm² each fall within different subsets (a, b, c, and d, respectively). This indicates a significant decrease in moisture content with increasing pressure.
- Density (g/cm³): Specific pressures 21.0 kg/cm² and 24.5 kg/cm² fall within different subsets (a and ab, respectively), while 28.0 kg/cm² lies in a different subset (bc), and 31.0 kg/cm² lies in another subset (c). This indicates a significant increase in density with increasing pressure.
- Water absorption after 2h water soaking (%): Specific pressures 21.0 kg/cm², 24.5 kg/cm², 28.0 kg/cm², and 31.0 kg/cm² each fall within different subsets (a, b, c, and d, respectively). This indicates a significant decrease in water absorption after 2 hours of water soaking with increasing pressure.
- Water absorption after 24h water soaking (%): Specific pressures 21.0 kg/cm², 24.5 kg/cm², 28.0 kg/cm², and 31.0 kg/cm² each fall within different subsets (a, b, c, and d, respectively). This indicates a significant decrease in water absorption after 24 hours of water soaking with increasing pressure.
- General swelling after 2h water soaking (%): Specific pressures 21.0 kg/cm², 24.5 kg/cm², 28.0 kg/cm², and 31.0 kg/cm² each fall within different subsets (a, b, c, and d, respectively). This indicates a significant decrease in general swelling after 2 hours of water soaking with increasing pressure.
- General swelling after 24h water soaking (%): Specific pressures 21.0 kg/cm², 24.5 kg/cm², 28.0 kg/cm², and 31.0 kg/cm² each fall within different subsets (a, b, c, and d, respectively). This indicates a significant decrease in general swelling after 24 hours of water soaking with increasing pressure.
The data indicate that increasing the specific pressure during manufacturing leads to significant improvements in all measured physical properties of reconstituted bamboo boards. For each property, different subsets highlight the statistical significance of these improvements, with higher pressures consistently resulting in better performance. Specifically, moisture content, water absorption, and general swelling all decreases, while density increases as the specific pressure increases.
Table 2: Duncan’s subset for Mechanical properties of reconstituted bamboo scrimbers:
|
Specific Pressure (Kg/cm2) |
N |
Modulus of rupture (MOR) (N/mm2) |
Modulus of elasticity (MOE) (N/mm2) |
Compression parallel (N/mm2) |
Hardness (Face) (N) |
Hardness (Edge) (N) |
N |
Screw withdrawal (face) (N) |
Screw withdrawal (Edge) (N) |
|
21.0 |
9 |
99.54a |
15478.53a |
523.61a |
5188.40a |
4567.10a |
6 |
3744.15a |
3155.55a |
|
24.5 |
9 |
125.85b |
16449.68a |
649.72b |
6153.05b |
5068.50b |
6 |
4144.72b |
3727.80b |
|
28.0 |
9 |
139.58c |
17645.92b |
777.50c |
6948.75c |
5929.60c |
6 |
4708.80c |
4022.10c |
|
31.0 |
9 |
163.61d |
20057.87c |
897.22d |
7815.30d |
6665.35d |
6 |
5142.07d |
4741.50d |
|
Sig. |
|
1.00abcd |
0.8a, 1.0bc |
1.00abcd |
1.00abcd |
1.00abcd |
|
1.00abcd |
1.00abcd |
Means for groups in homogeneous subsets are displayed at a confidence level of 95%.
Superscript abcd represents different subsets.
- Modulus of rupture (MOR) (N/mm²): Specific pressures 21.0 kg/cm², 24.5 kg/cm², 28.0 kg/cm², and 31.0 kg/cm² each fall within different subsets (a, b, c, and d, respectively). This indicates a significant increase in MOR with increasing pressure.
- Modulus of elasticity (MOE) (N/mm²): Specific pressures 21.0 kg/cm² and 24.5 kg/cm² fall within the same subset (a), while 28.0 kg/cm² lies in a different subset (b), and 31.0 kg/cm² lies in another subset (c). This indicates a significant increase in MOE from 24.5 to 28.0 kg/cm² and from 28.0 to 31.0 kg/cm².
- Compression parallel (N/mm²): Specific pressures 21.0 kg/cm², 24.5 kg/cm², 28.0 kg/cm², and 31.0 kg/cm² fall within different subsets (a, b, c, and d, respectively), indicating a significant increase in compression strength with increasing pressure.
- Hardness (Face) (N): Specific pressures 21.0 kg/cm², 24.5 kg/cm², 28.0 kg/cm², and 31.0 kg/cm² each fall within different subsets (a, b, c, and d, respectively), indicating a significant increase in face hardness with increasing pressure.
- Hardness (Edge) (N): Specific pressures 21.0 kg/cm², 24.5 kg/cm², 28.0 kg/cm², and 31.0 kg/cm² each fall within different subsets (a, b, c, and d, respectively), indicating a significant increase in edge hardness with increasing pressure.
- Screw withdrawal (Face) (N): Specific pressures 21.0 kg/cm², 24.5 kg/cm², 28.0 kg/cm², and 31.0 kg/cm² each fall within different subsets (a, b, c, and d, respectively), indicating a significant improvement in screw withdrawal strength from the face of the boards with increasing pressure.
|
Group |
Modulus of Rupture |
Modulus of Elasticity |
||
|
(kg/cm2) |
N/mm2 |
(kg/cm2) |
N/mm2 |
|
|
Super Group |
>900 |
>88.2 |
>126 |
>12348 |
|
Standard Group |
600 to 900 |
58.8 to 88.2 |
98 to 126 |
9604 to 12348 |
|
Ordinary group |
425 to 600 |
41.7 to 58.8 |
56 to 98 |
5488 to 9604 |
Screw withdrawal (Edge) (N): Specific pressures 21.0 kg/cm², 24.5 kg/cm², 28.0 kg/cm², and 31.0 kg/cm² each fall within different subsets (a, b, c, and d, respectively), indicating a significant increase in screw withdrawal strength from the edge of the boards with increasing pressure.
The data indicate that increasing the specific pressure during manufacturing leads to significant improvements in all measured mechanical properties of reconstituted bamboo scrimbers. For each property, different subsets highlight the statistical significance of these improvements, with higher pressures consistently resulting in better performance.
Table 3: Grouping of timbers based on strength properties (IS:3629-1986)
For different purposes, timber is typically classified based on its stress grading (IS:3629-1986). For structural applications, the modulus of rupture (MOR) and modulus of elasticity (MOE) are commonly used for grading. Table 3 outlines the three categories (super, standard, and ordinary) and their corresponding MOR and MOE limits.
Fig. 2 reveals that the MOR values of destructed bamboo boards range from 99.54 N/mm² to 163.61 N/mm² for specific pressure levels of 21.0, 24.5, 28.0, and 31.5 kg/cm². Similarly, the MOE values for these pressures range from 15478.53 N/mm² to 20057.87 N/mm².
Comparing the MOR and MOE values of destructed bamboo boards (from Fig. 2) with the limits listed in Table 3, we observe that boards produced at all pressure levels (21.0-31.5 kg/cm²) exhibit exceptional results. Their MOR and MOE values fall within the "super" group of timber stress grading strength properties, alongside species like; Mesua (Mesua ferrea), Sal (Shorea robusta) and Khair (Acacia catechu). This surpasses the "standard" group, which includes Teak (Tectona grandis). Furthermore, when comparing these results across all pressure levels with the raw bamboo physical and mechanical properties reported by (Naithani and Pande 2010), we find that the prepared bamboo scrimbers at all pressures demonstrate significantly higher values than those of green and air-dried bamboo. This suggests that bamboo scrimbers possess various advantageous mechanical properties suitable for diverse construction applications.
Conclusion
In this study bamboo scrimbers from Bambusa tulda were prepared at various pressure levels viz. 21.0, 24.5, 28.0, and 31.5 kg/cm2, with phenol formaldehyde (PF) adhesive and then tested for physical and mechanical properties. Study demonstrates that specific pressure significantly influences the physical and mechanical properties of prepared bamboo scrimbers. Higher pressure results in reduced moisture content, increased density, and improved resistance to water absorption and swelling. Mechanically, as the pressure increases mechanical properties; modulus of rupture, modulus of elasticity, compression strength, hardness, and screw withdrawal also increases resulting in stiffer material. The findings position bamboo scrimbers in the \"super\" category, and outperforming raw bamboo. The results highlights the potential of bamboo scrimbers prepared from Bambusa tulda as a sustainable eco-friendly and high-performing alternative for various applications, including construction, packaging, doors, shutters, furniture, cabinets, and beyond. This research provides valuable insights for optimizing bamboo-based materials in construction, indicating their potential superiority over conventional timber. Furthermore, future research exploring different adhesives and pressure levels could unlock even more economically sustainable options.
References
[1] Akinlabi, E. T., Anane-Fenin, K., Akwada, D. R., Akinlabi, E. T., Anane-Fenin, K., & Akwada, D. R. (2017). Bamboo taxonomy and distribution across the globe. Bamboo: the multipurpose plant, 1-37. [2] Bureau of Indian Standards. (1986). Methods of testing of small clear specimens of timber (IS:1708). New Delhi, India. [3] Bureau of Indian Standards. (1986). Structural timber in building - Specification (IS:3629). New Delhi, India. [4] Bystriakova, N., Kapos, V., Stapleton, C., & Lysenko, I. (2003). Bamboo Biodiversity, Unep-Wcmc/Inbar. [5] Chen FuMing, C. F., Jiang ZeHui, J. Z., Deng JianChao, D. J., Wang Ge, W. G., Zhang Dan, Z. D., Zhao QingChao, Z. Q., ... & Shi, S. Q. (2014a). Evaluation of the uniformity of density and mechanical properties of bamboo-bundle laminated veneer lumber (BLVL). BioResources, 9(1), 554-565. [6] Chen, F., Deng, J., Cheng, H., Li, H., Jiang, Z., Wang, G., ... & Shi, S. Q. (2014b). Impact properties of bamboo bundle laminated veneer lumber by preprocessing densification technology. Journal of wood science, 60, 421-427. [7] De Flander, K. (2005). The role of bamboo in global modernity: from traditional to innovative construction material (Doctoral dissertation, Wageningen University). [8] Dhyani, N., Khali, D., & Rawat, R. (2024). Bamboo Scrimbers Prepared from Dendrocalamus membranaceus: A Study on its Suitability for Structural Applications. Indian Forester, 150(3), 284-291. doi:10.36808/if/2024/v150i3/170159 [9] Gatóo, A., Sharma, B., Bock, M., Mulligan, H., & Ramage, M. H. (2014, October). Sustainable structures: bamboo standards and building codes. In Proceedings of the Institution of Civil Engineers-Engineering Sustainability (Vol. 167, No. 5, pp. 189-196). Thomas Telford Ltd. [10] Gottron, J., Harries, K. A., & Xu, Q. (2014). Creep behaviour of bamboo. Construction and Building Materials, 66, 79-88. [11] Grosser, D., & Liese, W. (1971). On the anatomy of Asian bamboos, with special reference to their vascular bundles. Wood Science and technology, 5(4), 290-312. [12] Harries, K. A., Sharma, B., & Richard, M. (2012). Structural use of full culm bamboo: the path to standardization. International Journal of Architecture, Engineering and Construction, 1(2), 66-75. [13] Khalil, H. A., Alwani, M. S., Islam, M. N., Suhaily, S. S., Dungani, R., H’ng, Y. M., & Jawaid, M. (2015). The use of bamboo fibres as reinforcements in composites. In Biofiber reinforcements in composite materials (pp. 488-524). Woodhead Publishing. [14] Khali, D.P., Dhyani, N. & Bhandari, A. (2023). Bamboo reconstituted destructured boards prepared from dendrocalamus somdevai for structural purposes as a substitute to wood. J Indian Acad Wood Sci. https://doi.org/10.1007/s13196-023-00317-y [15] Latif, S. S., Nahar, S., & Hasan, M. (2015). Fabrication and electrical characterization of bamboo fiber-reinforced polypropylene composite. Journal of Reinforced Plastics and Composites, 34(3), 187-195. [16] Liu, X., Smith, G. D., Jiang, Z., Bock, M. C., Boeck, F., Frith, O., ... & Ramage, M. (2016). Nomenclature for engineered bamboo.BioResources 11 (1) 1141–1161 [17] Naithani, S.; Pande, P.K. (2010). Genetic improvement and conservation of genetic resources of some economically important bamboo species of North-Eastern India. Report. Forest Research Institute, Dehradun, [18] Okubo, K., Fujii, T., & Thostenson, E. T. (2009). Multi-scale hybrid biocomposite: processing and mechanical characterization of bamboo fiber reinforced PLA with microfibrillated cellulose. Composites Part A: Applied Science and Manufacturing, 40(4), 469-475. [19] Palombini, F. L., Kindlein Jr, W., de Oliveira, B. F., & de Araujo Mariath, J. E. (2016). Bionics and design: 3D microstructural characterization and numerical analysis of bamboo based on X-ray microtomography. Materials Characterization, 120, 357-368. [20] Peng, Z., Lu, Y., Li, L., Zhao, Q., Feng, Q. I., Gao, Z., ... & Jiang, Z. (2013). The draft genome of the fast-growing non-timber forest species moso bamboo (Phyllostachys heterocycla). Nature genetics, 45(4), 456-461. [21] Rajan, K. P., Veena, N. R., Maria, H. J., Rajan, R., Skrifvars, M., & Joseph, K. (2011). Extraction of bamboo microfibrils and development of biocomposites based on polyhydroxybutyrate and bamboo microfibrils. Journal of composite materials, 45(12), 1325-1329. [22] Sanyal, S.N., Gulati, A.S. & Khanduri, A.K., (1988). Strength properties and uses of bamboos. A review. The Indian Forester 114:637-649. [23] Shao, S., Wen, G., & Jin, Z. (2008). Changes in chemical characteristics of bamboo (Phyllostachys pubescens) components during steam explosion. Wood science and technology, 42(6), 439-451. [24] Shah, D. U., Bock, M. C., Mulligan, H., & Ramage, M. H. (2016). Thermal conductivity of engineered bamboo composites. Journal of Materials Science, 51, 2991-3002. [25] Sharma, B., Bauer, H., Schickhofer, G., & Ramage, M. (2016). Mechanical characterisation of structural laminated bamboo.Proceedings of the Institution of Civil Engineers: Structures and Buildings, 169(11). https://doi.org/10.1680/jstbu.16.00061 [26] Sharma, B., Gatóo, A., & Ramage, M. H. (2015b). Effect of processing methods on the mechanical properties of engineered bamboo. Construction and Building Materials, 83, 95-101. [27] Sharma, B., Gatoo, A., Bock, M., Mulligan, H., & Ramage, M. (2015a). Engineered bamboo: state of the art. Proceedings of the Institution of Civil Engineers-Construction Materials, 168(2), 57-67. [28] Sharma, B., Harries, K. A., & Ghavami, K. (2013). Methods of determining transverse mechanical properties of full-culm bamboo. Construction and Building Materials, 38, 627-637. [29] Sharma, B., & van der Vegte, A. (2020). Engineered bamboo for structural applications. In Nonconventional and vernacular construction materials (pp. 597-623). Woodhead Publishing. [30] Van der Lugt, P. (2008). Design interventions for stimulating bamboo commercialization. Dutch design meets bamboo as a replicable model. [31] Verma, C. S., & Chariar, V. M. (2013). Stiffness and strength analysis of four layered laminate bamboo composite at macroscopic scale. Composites Part B: Engineering, 45(1), 369-376. [32] Wang, G., Jiang, Z. H., Chen, F. M., Cheng, H. T., & Sun, F. B. (2014). Manufacture situation and problem analysis on large size bamboo engineering material in China. China Forest Products Industry, 41(1), 48-52. [33] Wang, J. (1989). Bamboo scrimber—new process and new product. China Wood Ind, 5(2), 14-18. [34] Wang K, Li Q, Hua X, Weng F, He Q (2003) The manufacturing method of the bamboo scrimber based plywood. China Patent CN1387981 [35] Xiao, Y., Yang, R. Z., & Shan, B. (2013). Production, environmental impact and mechanical properties of glubam. Construction and Building Materials, 44, 765-773. [36] Yiping, L., Yanxia, L., Buckingham, K., Henley, G., & Guomo, Z. (2010). Technical report 32: bamboo and climate change mitigation. Beijing, China: INBAR. [37] Yu, Y., Huang, X., & Yu, W. (2014). A novel process to improve yield and mechanical performance of bamboo fiber reinforced composite via mechanical treatments. Composites Part B: Engineering, 56, 48-53. [38] Zakikhani, P., Zahari, R., Sultan, M. T. H., & Majid, D. L. (2014). Extraction and preparation of bamboo fibre-reinforced composites. Materials & Design, 63, 820-828.
Copyright
Copyright © 2024 Nirmal Dhyani, D. P. Khali, Rakesh Singh Rawat. This is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.

Download Paper
Paper Id : IJRASET63924
Publish Date : 2024-08-09
ISSN : 2321-9653
Publisher Name : IJRASET
DOI Link : Click Here
 Submit Paper Online
Submit Paper Online